Other Products
AGITATORS
For consistent mixing and homogeneous blends, our agitators integrate seamlessly into various processing setups. Engineered for versatility, they offer adjustable speeds and blade configurations to accommodate different product viscosities and mixing requirements.
Designed with hygiene in mind, these systems use food-grade materials that are easy to clean and sanitize, effectively preventing cross-contamination.
MORE INFO
ELEVATORS
Our elevators are designed to minimize human effort and/or risk of contamination and ensure the safe and efficient transport of materials and equipment, helping to maintain the integrity of the products being manufactured.
The modular design allows for easy customization and integration into existing production lines, accommodating various load capacities and operational requirements.
MORE INFO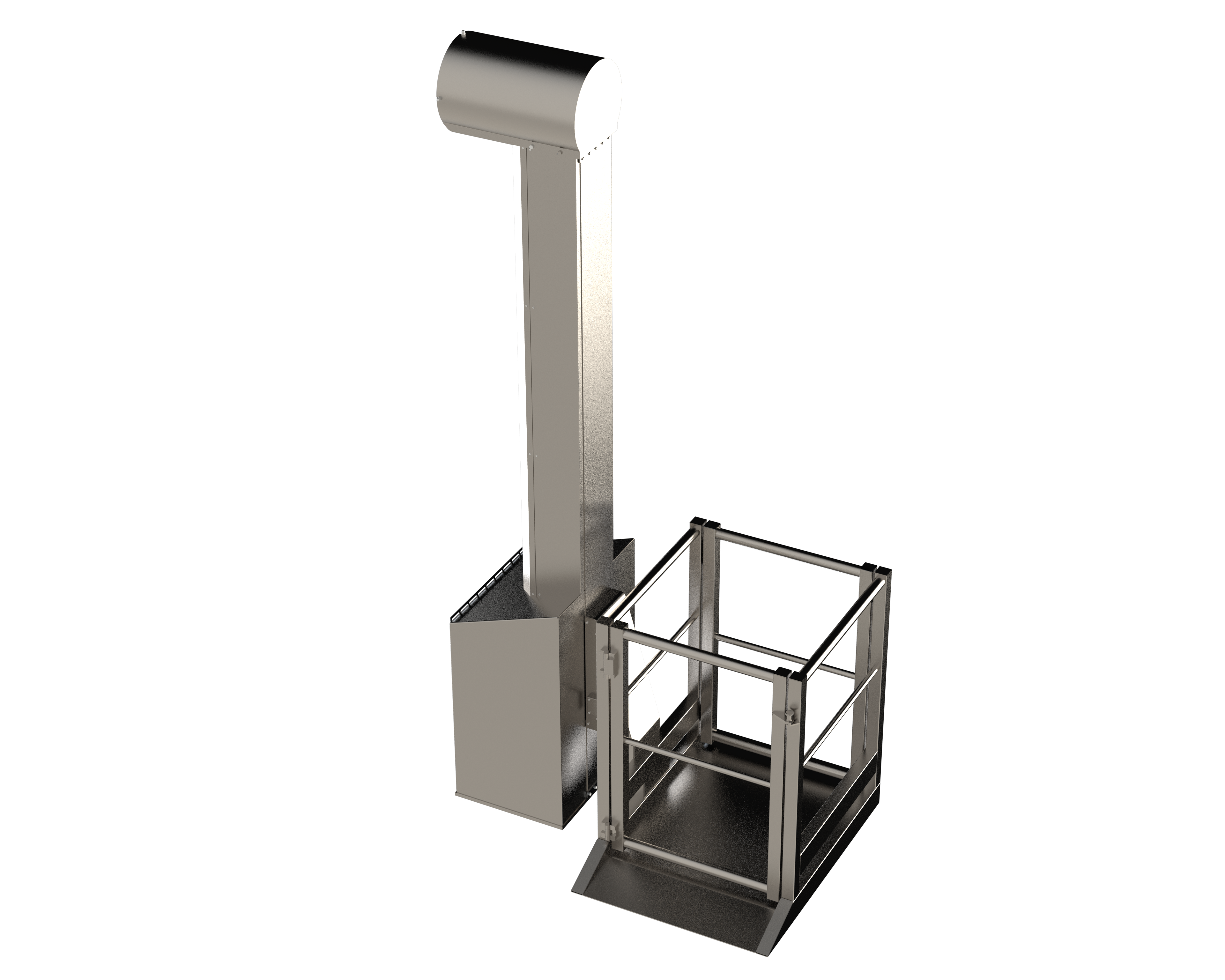
TEMPERATURE CONTROL UNIT
Engineered to deliver precise and reliable temperature regulation for a wide range of applications in the food industry. Utilizing advanced sensor technology and robust control algorithms, our unit ensures optimal temperature conditions are maintained consistently, enhancing product quality and safety.
Our modular design allows for seamless integration with existing processing equipment, while real-time monitoring and diagnostics provide immediate alerts for any deviations, ensuring continuous and trouble-free operation.
MORE INFO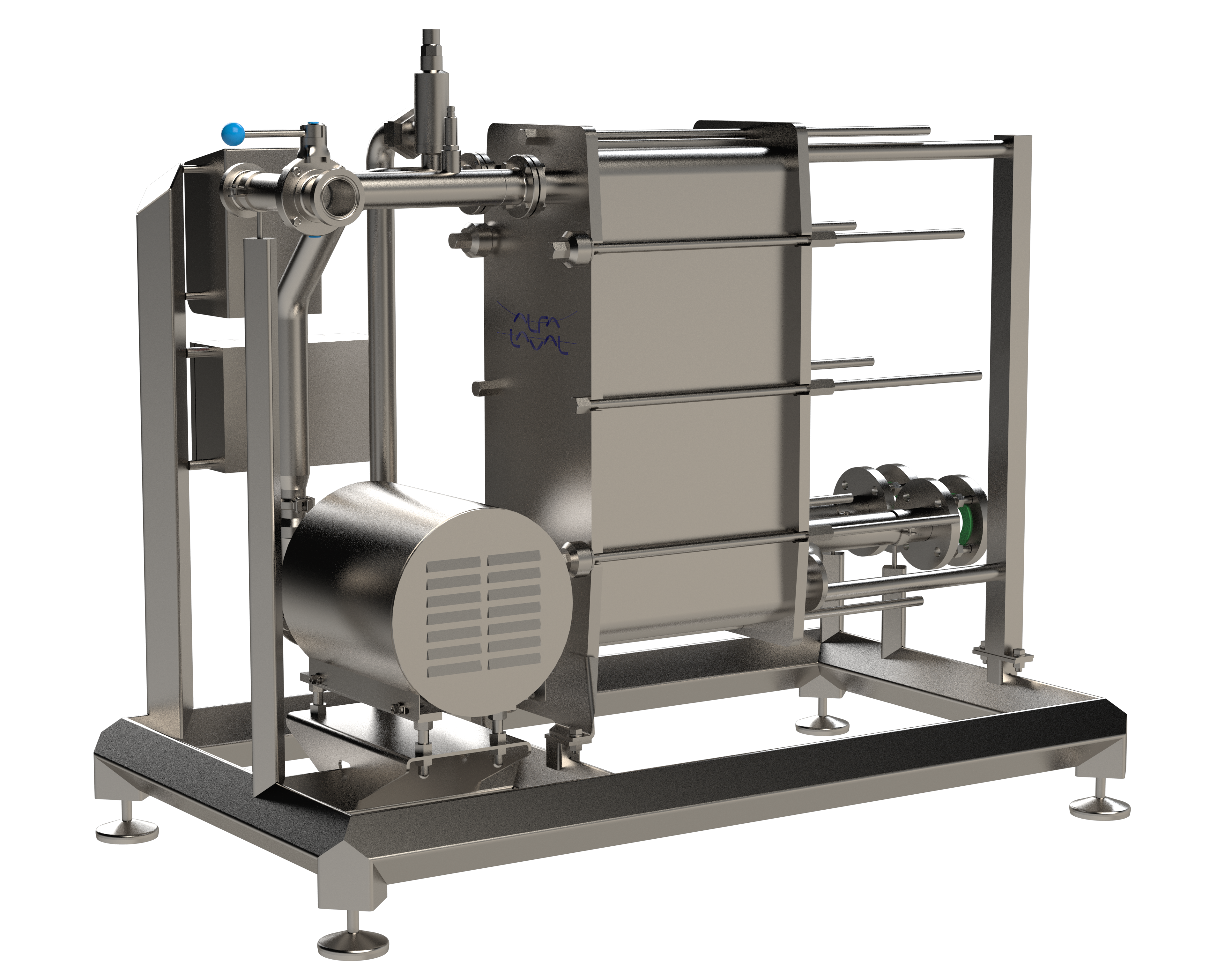
MIXPROOF VALVE MANIFOLD
Designed to optimize the safety and efficiency of fluid handling in food processing. This advanced system allows for simultaneous flow of two different fluids without risk of cross-contamination, thanks to its dual-seal design, centralizing the control of multiple tanks in a modular and efficient system.
Engineered with robust, food-grade materials, it ensures durability and compliance with stringent hygiene standards and its modular configuration offers flexibility, making it easy to integrate and expand within existing pipelines.
MORE INFO


Zona Ind. de Lordelo / Codal
3730-666 Vale de Cambra
(National landline call)
